-
电话:18627392332
|
邮箱:18627392332@139.com



|



| 品牌 | LG |
| 货号 | 01 |
| 用途 | 电气/电子应用领域 |
| 牌号 | GP1000K |
| 型号 | GP1000K |
| 品名 | PBT |
| 包装规格 | 25KG |
| 外形尺寸 | 25KG |
| 厂家 | Lupox |
| 是否进口 | 是 |
LupoxGP1000K MPBT 汽车领域
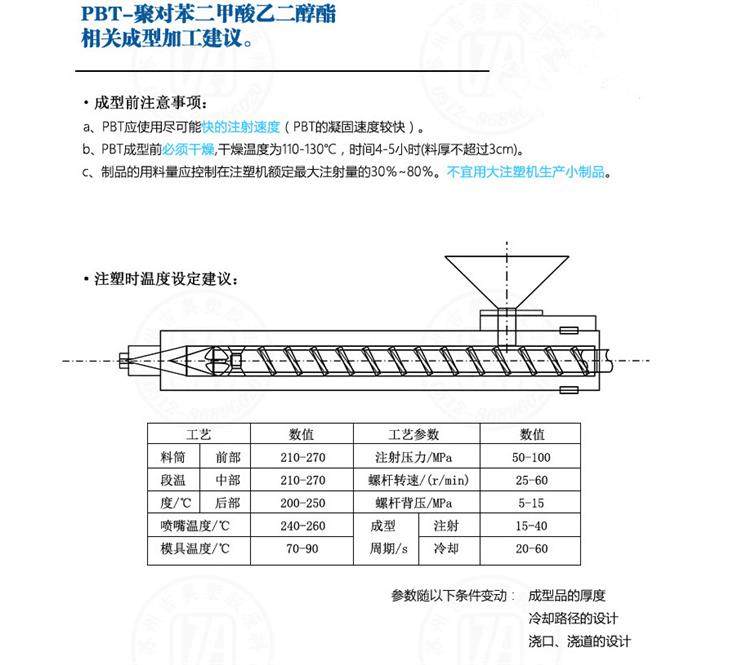
PBT加工工艺:PBT为热塑性塑料,为适用于不同加工业者使用,一般“会加入添加剂,或与其它塑料掺混,随着添加物比例不同,可制造不同规格的产品。由于PBT具有耐热性、耐候性、耐药品性、电气特性佳吸水性小、光泽良好,广泛应用于电子电器、汽车零件、机械、家用品等,而PBT产品又与PPS、C、POM、PA等共称为五大泛用工程塑料。挤出工艺用于生产薄膜、半成品、管件、成型部件、片材和单丝。半成品大多需要切割工具进步机械加工,最终形成成品模塑件。
PBT的首要注塑成型前提1)模具温度。模温与成品的尺寸不变性、翘曲变形、成型周期和结晶度有直接关系。PBT易于结晶,即便在常温下结晶也很快,故模具温度不需求太高,凡,间为40~60℃℃℃℃,而玻纤加强PBT的模温稍高,凡,间为60~80°C。2)打针压力。PBT烟体粘度低,活动性好,可采用中等水平的打针压力,曾通为60-90MPa,坡纤加强PBT为80-100MPa,N间打针压力随塑件厚度的添加而加大,但不要超越100MPa,不然会使脱模坚苦。3)料筒温度。料筒温度的选择对PBT的成型非常主要,如温渡过低,塑化不良,会形成成品缺料、凹陷,缩短不均和无光泽等景象。而温渡过高,溢边,光彩变深,甚至降解。凡间,料筒温度节制在240~280℃,玻纤加强FBT节制在230~260℃。而喷嘴温度应节制在低于料筒前段温度5-10°C